
塑料拖链模具结构设计
2016-6-21 17:15:41点击:
浇注系统的设计
塑料拖链板要求表面光滑、外形美观,因此模具选用侧浇口。为了保证充填完整选用扇形浇口,该类浇口进料口宽阔,可保证进料通畅,同时也可降低制品的内应力,减少成品变形。浇口位置的选择如图2 所示。浇注系统由主浇道、横浇道、内浇口和拉料杆等组成。主浇道入口直径为3.5mm,脱模斜度为1° ; 横浇道截面形状为圆形,直径为 6.0mm; 扇形浇口入口尺寸宽度为3.0mm,厚度为0.8mm,斜度为40°; 拉料杆的设置是为了保证浇注系统的凝料顺利脱模,直径为 6.0mm。
为了使注塑工件顺利脱模需设计抽芯机构,抽芯机构由楔紧块、滑块、侧型芯、导滑槽和限位螺钉等组成,如图3 所示。凸台和侧凹的抽芯设计为动模抽芯,其抽芯力及抽芯距均很小; 楔紧块采用螺钉固定在定模板上,与滑块采用T 型槽连接,开模后楔紧块和滑块相对运动促使滑块带动侧型芯沿着导滑槽移动,实现了凸台侧型芯和侧凹侧型芯与塑件的脱离。
为使塑件的内凹在开模时顺利脱模,设计了定模抽芯机构,该机构由压板、弹簧和凹槽斜顶等组成,如图4 所示。开模时,一直处于压缩状态的弹簧松开,产生的弹力使得凹槽斜顶向外侧运动,直到凹槽斜顶和工件脱离,实现定模凹槽斜顶的脱模。
塑料拖链板要求表面光滑、外形美观,因此模具选用侧浇口。为了保证充填完整选用扇形浇口,该类浇口进料口宽阔,可保证进料通畅,同时也可降低制品的内应力,减少成品变形。浇口位置的选择如图2 所示。浇注系统由主浇道、横浇道、内浇口和拉料杆等组成。主浇道入口直径为3.5mm,脱模斜度为1° ; 横浇道截面形状为圆形,直径为 6.0mm; 扇形浇口入口尺寸宽度为3.0mm,厚度为0.8mm,斜度为40°; 拉料杆的设置是为了保证浇注系统的凝料顺利脱模,直径为 6.0mm。
图6 冷却水路示意图
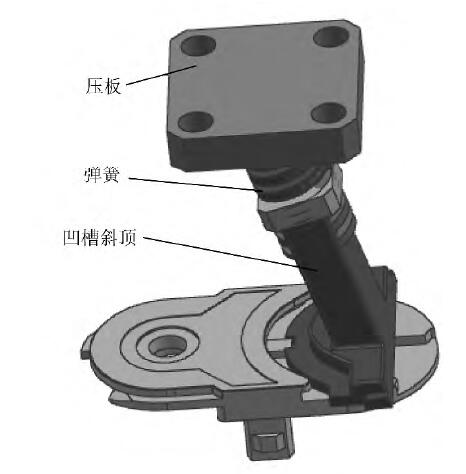
图4 定模抽芯机构
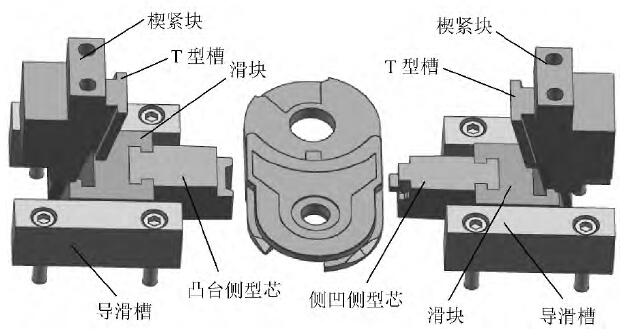
图3 侧向抽芯机构
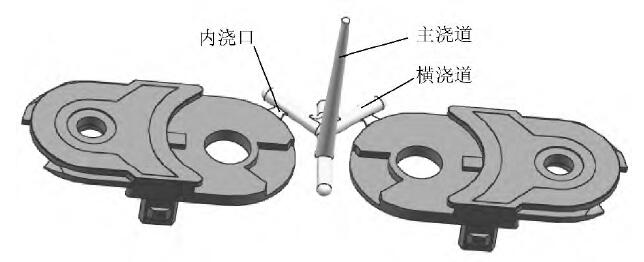
图2 浇注系统
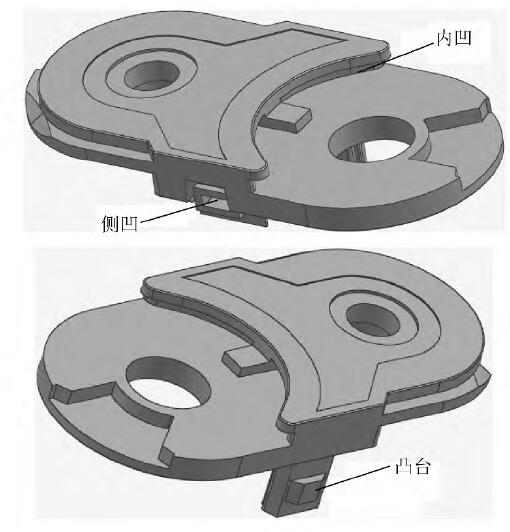
图1 塑料拖链板
抽芯机构的设计为了使注塑工件顺利脱模需设计抽芯机构,抽芯机构由楔紧块、滑块、侧型芯、导滑槽和限位螺钉等组成,如图3 所示。凸台和侧凹的抽芯设计为动模抽芯,其抽芯力及抽芯距均很小; 楔紧块采用螺钉固定在定模板上,与滑块采用T 型槽连接,开模后楔紧块和滑块相对运动促使滑块带动侧型芯沿着导滑槽移动,实现了凸台侧型芯和侧凹侧型芯与塑件的脱离。
为使塑件的内凹在开模时顺利脱模,设计了定模抽芯机构,该机构由压板、弹簧和凹槽斜顶等组成,如图4 所示。开模时,一直处于压缩状态的弹簧松开,产生的弹力使得凹槽斜顶向外侧运动,直到凹槽斜顶和工件脱离,实现定模凹槽斜顶的脱模。
推出机构的设计
综合考虑塑件的结构,选用推杆推出的方式从定模中取出塑件。推杆材料为45 钢,有3 种规格,分别是直径为 6.0mm 的推杆1,直径为4.0mm的推杆2,直径为 3.0mm 的推杆3,3支推杆均匀分布在工件和浇注系统凝料表面,如图5 所示。模具的复位机构采用复位杆与复位弹簧相结合的结构,可以在推出塑件后利用弹簧力将推杆及时复位。同时为防止模具的变形,设置了支撑柱,有效地增加了模具的强度,从而延长模具的使用寿命。
冷却系统的设计
该塑件需要批量生产,且要求表面光滑及外形美观,因此模具设计了冷却系统。根据模具的结构,在定模和动模中分别设置了冷却水路,如图6所示。冷却水管均匀分布在型芯板和型腔板上,水路所用水管是直径为6.0mm 的圆形铜质水管。
- 上一篇:工程塑料桥式全封闭拖链 2016/6/28
- 下一篇:塑料拖链结构参数介绍 2016/6/10